
The pressure vessel fabrication process includes plate cutting, rolling, welding, dish end forming, nozzle fitting, hydro testing, and inspection. Engineers use pressure vessels in oil and gas plants, chemical industries, power stations, and industrial manufacturing systems. Moreover, fabrication companies follow strict engineering standards to ensure safety, durability, and performance. In this complete guide, you will learn how manufacturers build pressure vessels step-by-step using modern fabrication methods and quality inspection procedures.
What is the Pressure Vessel Fabrication Process?
A pressure vessel is a strong container that stores liquids, gases, or vapors under high pressure. Industries use pressure vessels in many industrial applications because these vessels handle high-temperature and high-pressure conditions safely.
Common applications include:
- Chemical plants
- Oil and gas industries
- Boilers
- Heat exchangers
- Air receivers
- LPG storage systems
- Water treatment plants
Furthermore, most manufacturers follow:
ASMEISOstandards during pressure vessel manufacturing.
Main Components of a Pressure Vessel
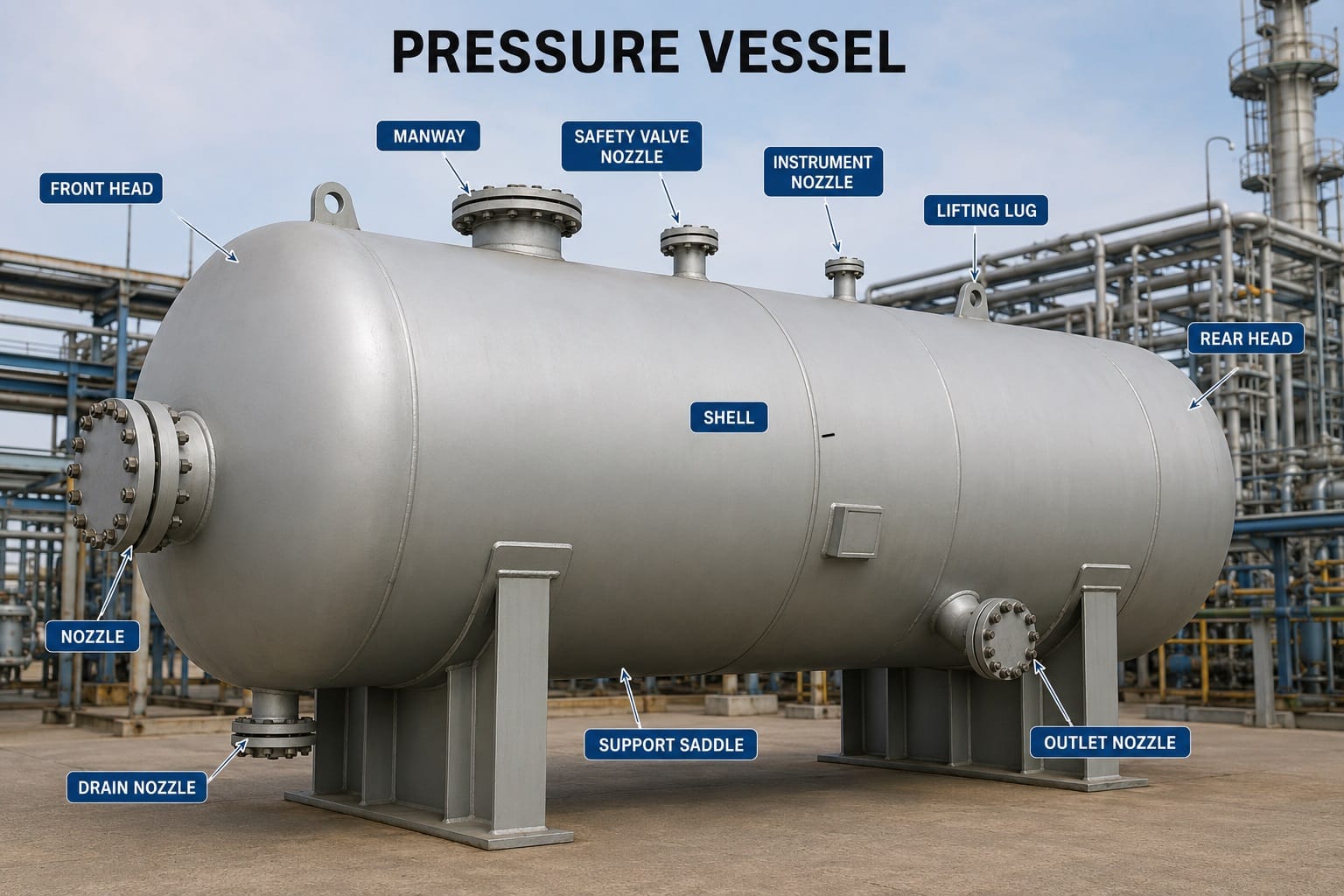
A pressure vessel contains several important components. Each part supports pressure containment and structural stability.
Main components include:
- Shell
- Dish ends
- Nozzles
- Flanges
- Support structures
- Reinforcement pads
- Manholes
Additionally, engineers select each component according to pressure and process requirements.
Step 1: Pressure Vessel Design Process
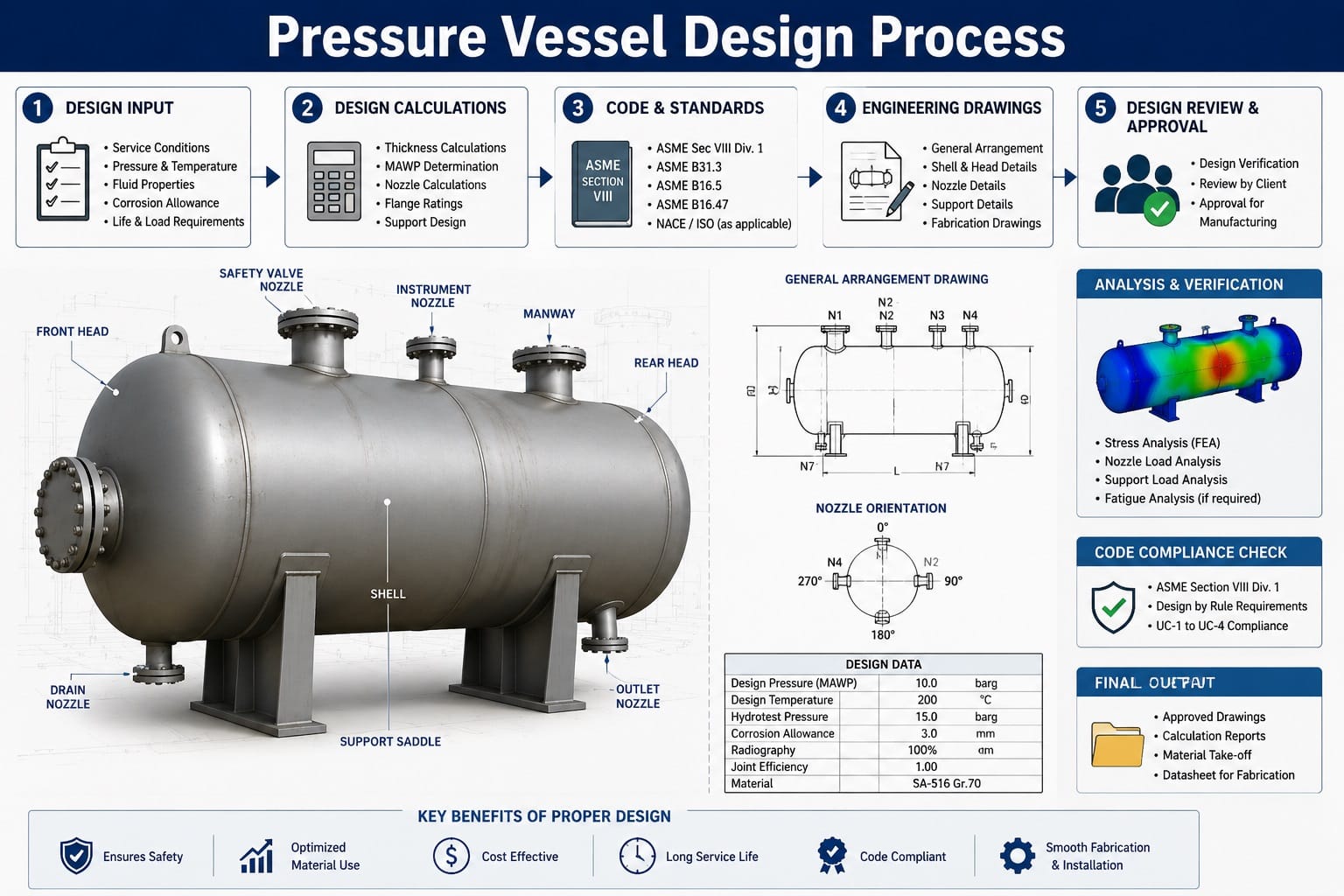
The pressure vessel fabrication process starts with engineering design. Design engineers prepare fabrication drawings, welding details, material specifications, and thickness calculations before manufacturing begins.
Important design factors include:
- Internal pressure
- Operating temperature
- Corrosion allowance
- Material type
- Vessel orientation
Moreover, engineers perform design calculations according to ASME Section VIII standards to improve safety and reliability.
Step 2: Material Selection in Pressure Vessel Fabrication
After completing the design stage, engineers select suitable raw materials for fabrication. Material selection plays a major role in vessel strength and corrosion resistance.
Common pressure vessel materials include:
- Carbon steel
- Stainless steel
- Duplex steel
- Alloy steel
Furthermore, inspectors verify Mill Test Certificates (MTC) before fabrication starts.
Step 3: Plate Cutting Process for Pressure Vessels
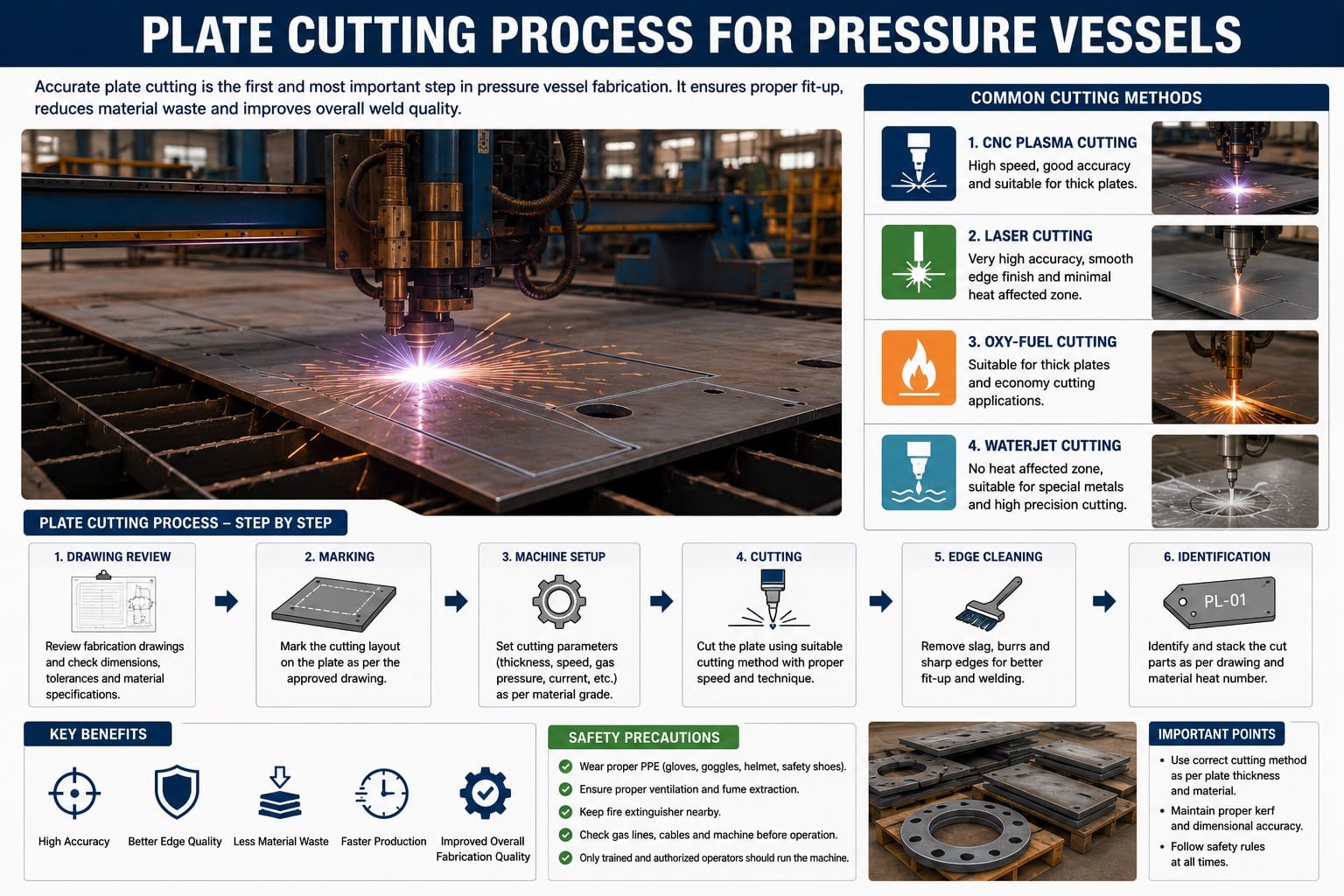
Fabricators cut steel plates according to approved fabrication drawings. Modern workshops use CNC cutting machines because these machines improve accuracy and reduce material waste.
Common cutting methods include:
- CNC plasma cutting
- Laser cutting
- Oxy-fuel cutting
- Waterjet cutting
In addition, operators maintain plate marking and identification throughout the fabrication process.
Step 4: Plate Rolling in the Pressure Vessel Fabrication Process
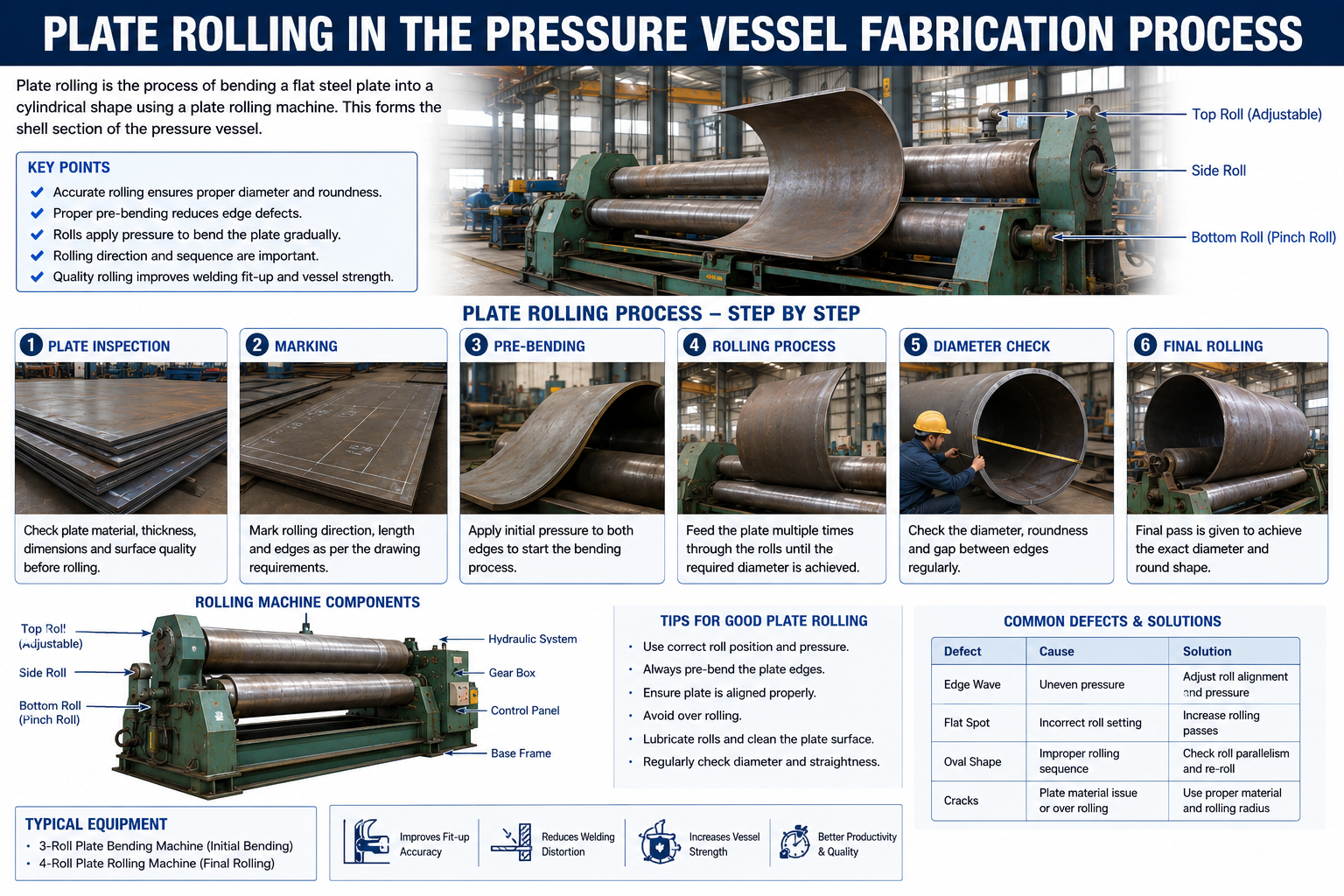
After cutting, operators roll the steel plates into cylindrical shell sections using hydraulic rolling machines. This process forms the main body of the pressure vessel.
Moreover, accurate plate rolling improves shell alignment and reduces welding defects during fabrication. Therefore, fabrication shops check shell dimensions carefully before welding starts.
Step 5: Welding Process in Pressure Vessel Manufacturing
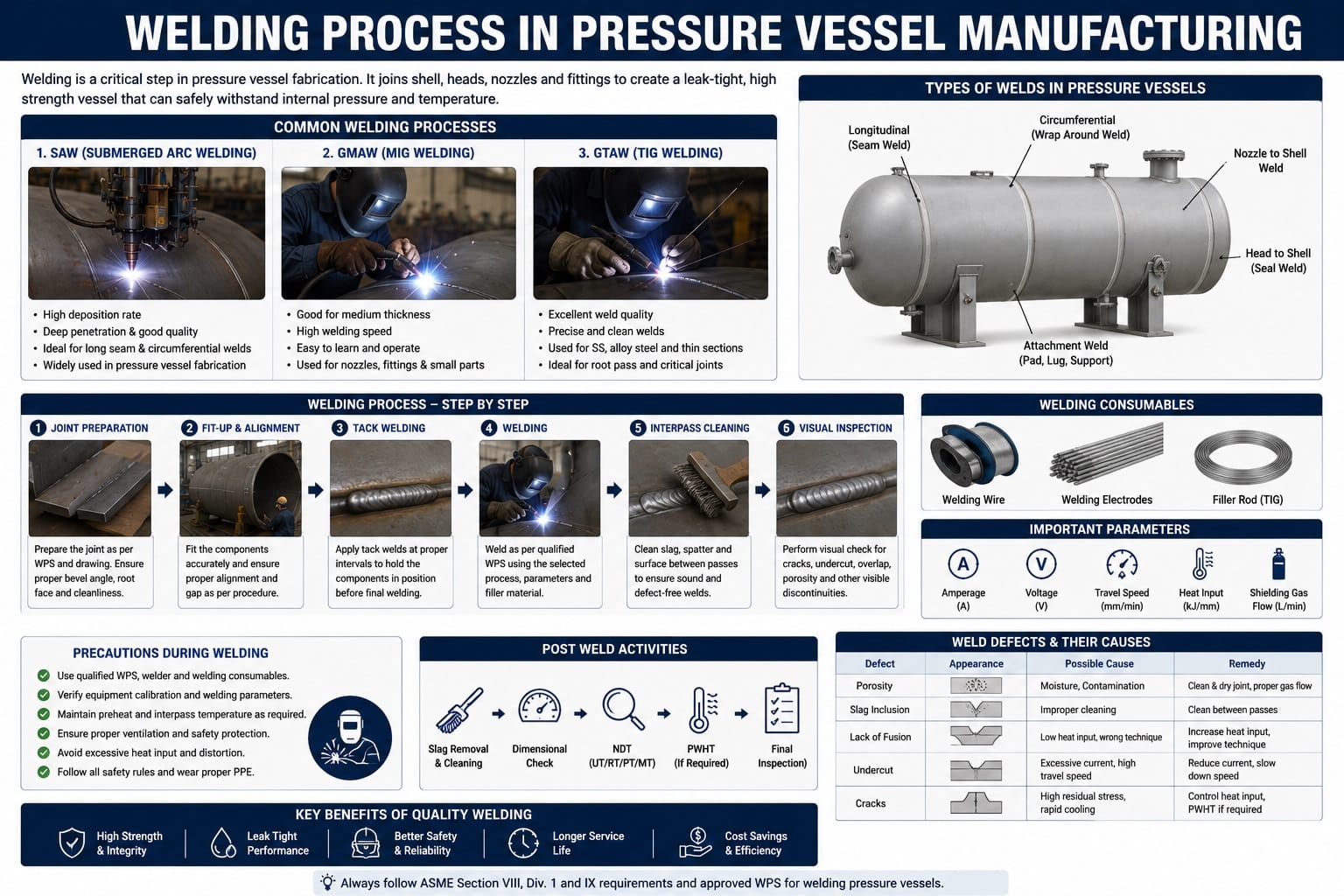
Fabricators join shell sections using high-quality welding processes such as SAW, MIG, and TIG welding. Furthermore, automatic welding machines improve weld consistency and production speed.
Common welding methods include:
- SAW (Submerged Arc Welding)
- MIG welding
- TIG welding
Before welding begins, welders inspect fit-up alignment carefully. After welding, inspectors perform visual inspection and NDT testing to identify defects.
Step 6: Circumferential Welding Process
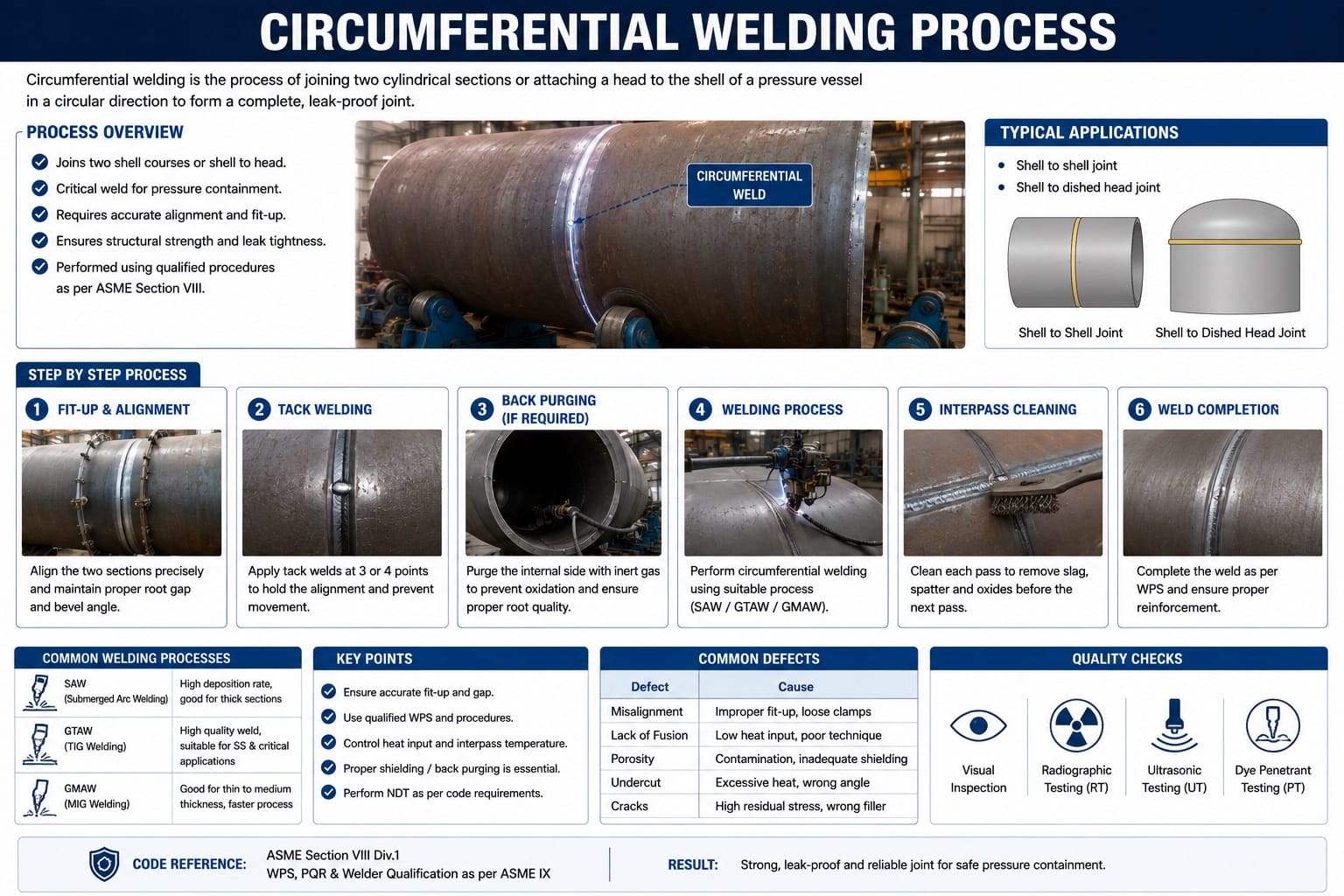
Fabricators connect multiple shell sections through circumferential welding. As a result, the vessel body achieves the required length and structural strength.
Additionally, operators maintain proper alignment during fit-up to avoid dimensional errors and welding stress.
Step 7: Dish End Fabrication Process

Manufacturers fabricate dish ends separately using hydraulic pressing or spinning processes. After forming the dish ends, operators trim the edges according to fabrication drawings.
Common dish end types include:
- Torispherical dish
- Elliptical dish
- Hemispherical dish
Moreover, engineers calculate dish end blank diameter carefully to reduce material waste and improve forming accuracy.
Step 8: Nozzle Fit-Up and Welding

Nozzles provide inlet, outlet, instrumentation, and safety connections in pressure vessels. Therefore, fabricators position nozzle openings accurately before welding starts.
Nozzle applications include:
- Inlet connections
- Outlet connections
- Pressure gauges
- Safety valves
- Instrumentation
Furthermore, welders install reinforcement pads where required to maintain vessel strength.
Step 9: Flange Installation Process
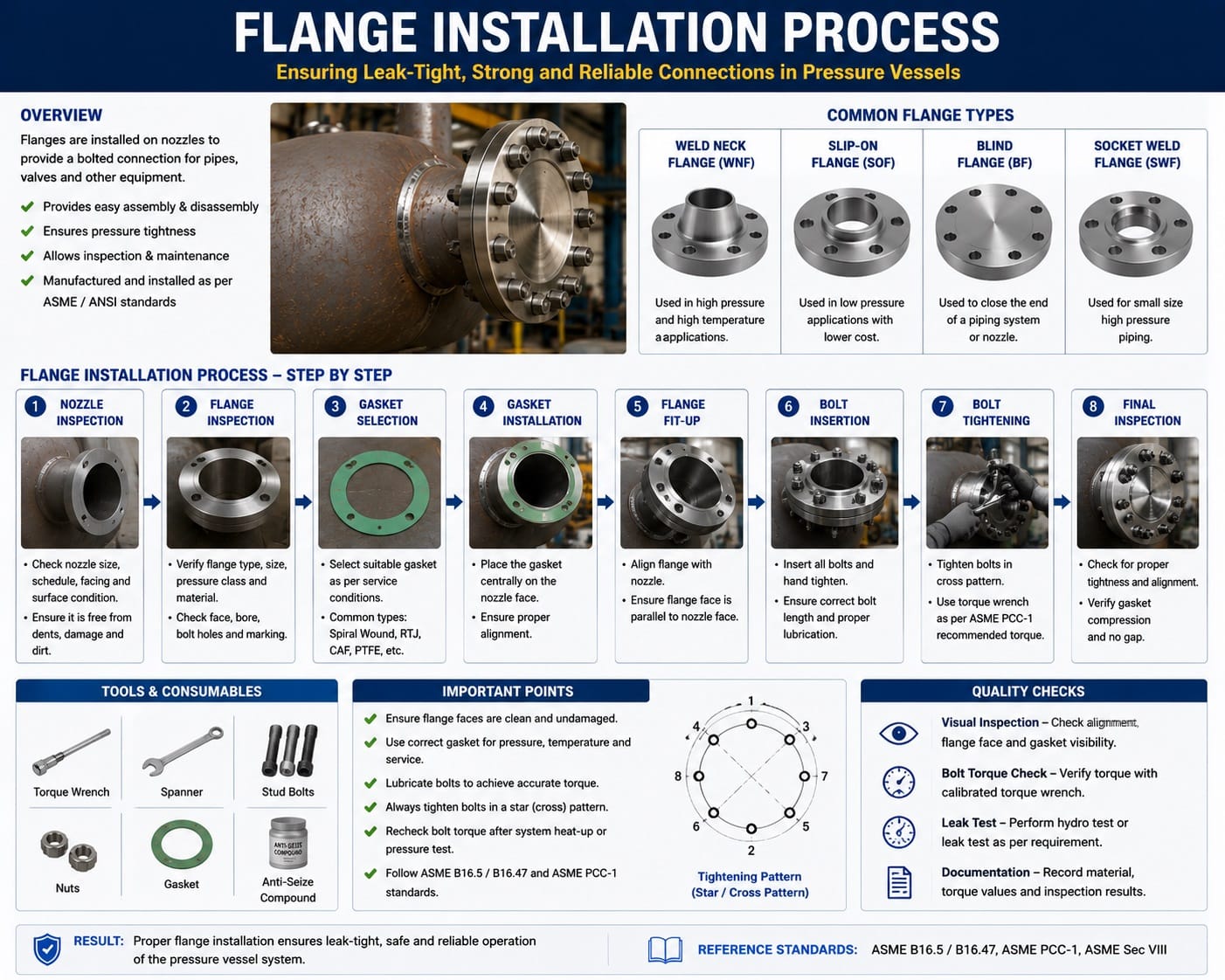
Fabricators install flanges on nozzles for piping connections. Pressure vessel manufacturing commonly uses:
- Weld neck flanges
- Blind flanges
- Slip-on flanges
In addition, engineers select flange class, bolt quantity, and bolt size according to pressure requirements and ASME standards.
Step 10: Non-Destructive Testing (NDT)

Inspectors perform NDT testing to check weld quality and vessel safety. These inspections help identify internal and external welding defects before hydro testing.
Common NDT methods include:
- Radiographic Testing (RT)
- Ultrasonic Testing (UT)
- Dye Penetrant Testing (DPT)
- Magnetic Particle Testing (MPT)
Consequently, manufacturers improve fabrication quality and reduce failure risk.
Step 11: PWHT Process
improves weld strength and reduces residual stress in pressure vessels.

Some pressure vessels require Post Weld Heat Treatment (PWHT) after welding. This process reduces residual stress and improves weld properties.
During PWHT, technicians heat the vessel under controlled temperature conditions according to approved procedures.
Step 12: Hydro Testing Process

Hydro testing is one of the most important stages of the pressure vessel fabrication process. During this test, technicians fill the vessel with water and apply pressure above the design limit.
As a result, inspectors can identify leakage or weak weld joints before dispatch.
Hydro testing confirms:
- Structural integrity
- Weld quality
- Pressure safety
Step 13: Surface Preparation and Painting

After successful testing, workers clean the vessel surface and prepare it for painting. Many fabrication shops also perform sand blasting before primer coating.
Finally, painters apply protective coatings to improve corrosion resistance and product life.
Step 14: Final Inspection and Dispatch

Inspectors perform final dimensional checks, documentation review, and quality verification before dispatch.
Final inspection includes:
- Dimensional verification
- Welding records
- Test certificates
- Documentation review
After approval, the company dispatches the pressure vessel to the client site.
Frequently Asked Questions
What is a pressure vessel?
A pressure vessel is a container designed to store fluids or gases under high pressure.
Which standard is used for pressure vessel fabrication?
Most industries use ASME Section VIII standards for pressure vessel design and fabrication.
Which welding process is commonly used?
Submerged Arc Welding (SAW) is widely used for pressure vessel fabrication.
Why is hydro testing important?
Hydro testing checks vessel strength and leak tightness before operation.
Which material is commonly used for pressure vessels?
Carbon steel and stainless steel are commonly used materials.